
- 平臺(tái)首頁(yè)
- 增值服務(wù)
- 黃金廣告
- 特色頻道
- 現(xiàn)貨商城 |
- 精品供應(yīng) |
- 需求定制 |
- 鋁材代理 |
- 視頻直播 |
- 會(huì)員庫(kù) |
- 頭條快訊 |
- 品牌中心 |
- 鋁業(yè)展會(huì) |
- 技術(shù)培訓(xùn) |
- 招賢納士 |
- 問(wèn)答專區(qū) |
- 幫助中心 |
鈦合金,鋁合金,模具鋼,鐵鎳合金,高速鋼,彈簧鋼,**,易車鐵,鎢鋼,易切鋼,不銹鋼,球墨鑄鐵
員")
普通會(huì)員




產(chǎn)品價(jià)格¥35.00元/千克
產(chǎn)品品牌日展鋼材
最小起訂≥1 千克
供貨總量500000 千克
發(fā)貨期限自買家付款之日起 天內(nèi)發(fā)貨
瀏覽次數(shù)973
企業(yè)旺鋪http://www.bkkogz.com.cn/com/wzx9889/
更新日期2021-06-17 17:04
會(huì)員級(jí)別:企業(yè)會(huì)員
已 繳 納:0.00 元保證金
我的勛章: [誠(chéng)信檔案]
在線客服: 擊交談/留言")
企業(yè)二維碼: 企業(yè)名稱加二維碼 

聯(lián) 系 人:李文(先生) 銷售員
聯(lián)系手機(jī):
聯(lián)系固話:
聯(lián)系地址:中國(guó)廣東省東莞市長(zhǎng)安沙頭工業(yè)區(qū)
品牌: |
日展鋼材 |
所在地: |
廣東 東莞市 |
起訂: |
≥1 千克 |
供貨總量: |
500000 千克 |
有效期至: |
長(zhǎng)期有效 |
品名: |
5754 |
牌號(hào): |
5754 |
| 品名 | 5754 |
|---|---|
| 牌號(hào) | 5754 |
| 產(chǎn)地 | 進(jìn)口國(guó)產(chǎn) |
| 鋁含量 | 5754(%) |
| 雜質(zhì)含量 | 5754(%) |
| 粒度 | 5754(目) |
| 購(gòu)買須知 |
以上價(jià)格純屬參考,若要了解**價(jià)格請(qǐng)與我聯(lián)系 |
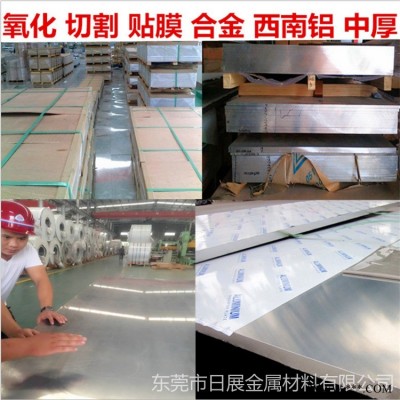
| 鋁合金圖片 |
|
| 鋁合金介紹 |
鋁合金是工業(yè)中應(yīng)用**泛的一類有色金屬結(jié)構(gòu)材料,在航空、航天、汽車、機(jī)械制造、船舶 鋁合金 鋁合金密度低,但強(qiáng)度比較高,接近或超過(guò)**鋼,塑性好,可加工成各種型材,具有優(yōu)良的導(dǎo)電性、導(dǎo)熱性和抗蝕性,工業(yè)上廣泛使用,使用量?jī)H次于鋼。 鋁合金按加工方法可以分為形變鋁合金和鑄造鋁合金兩大類: 變形鋁合金能承受壓力加工。可加工成各種形態(tài)、規(guī)格的鋁合金材。主要用于制造**材、建筑用門(mén)窗等。 形變鋁合金又分為不可熱處理強(qiáng)化型鋁合金和可熱處理強(qiáng)化型鋁合金。不可熱處理強(qiáng)化型不能通過(guò)熱處理來(lái)提高機(jī)械性能,只能通過(guò)冷加工變形來(lái)實(shí)現(xiàn)強(qiáng)化,它主要包括高純鋁、工業(yè)高純鋁、工業(yè)純鋁以及防銹鋁等。可熱處理強(qiáng)化型鋁合金可以通過(guò)淬火和時(shí)效等熱處理手段來(lái)提高機(jī)械性能,它可分為硬鋁、鍛鋁、超硬鋁和特殊鋁合金等。 鑄造鋁合金按化學(xué)成分可分為鋁硅合金,鋁銅合金,鋁鎂合金,鋁鋅合金和鋁稀土合金,其中鋁硅合金又有過(guò)共晶硅鋁合金,共晶硅鋁合金,單共晶硅鋁合金,鑄造鋁合金在鑄態(tài)下使用。 一些鋁合金可以采用熱處理獲得良好的機(jī)械性能,物理性能和抗腐蝕性能。 |
| 鋁合金參數(shù) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 鋁合金的熔煉與鑄造 |
鋁合金的熔煉與澆注是鑄造生產(chǎn)中主要環(huán)節(jié)。嚴(yán)格控制熔煉與澆鑄的全過(guò)程,對(duì)防止針孔、夾雜、欠鑄、裂紋、氣孔以及縮松等鑄造缺陷起著重要的作用。由于鋁熔體吸收氫傾向大,氧化能力強(qiáng),易溶解鐵,在熔煉與澆鑄過(guò)程中必須采取簡(jiǎn)易而又謹(jǐn)慎的預(yù)防措施國(guó),以獲得**鑄件。 1、鋁合金爐料配制及質(zhì)量控制 為了熔煉出**鋁熔體,首先應(yīng)選用合格的原材料。須對(duì)原材料進(jìn)行科學(xué)管理和適當(dāng)處理,否則**會(huì)嚴(yán)重影響合金的質(zhì)量,生產(chǎn)實(shí)踐證明,原材料(包括金屬材料及輔助材料)控制不嚴(yán)會(huì)使鑄件成批報(bào)廢。 (一)原材料必須有合格的化學(xué)成分及組織,具體要求如下: 入廠的合金錠除分析主要成分及雜質(zhì)含量外,尚**檢查低陪組織及斷口。實(shí)踐證明,使用了含有嚴(yán)重縮孔、針孔、以及氣泡的鋁液,**難以獲得致密的鑄件,甚至?xí)斐烧麪t、整批的鑄件報(bào)廢。 有人在研究鋁硅合金錠對(duì)鋁合金針孔的影響時(shí)發(fā)現(xiàn),用熔融的純澆鑄砂型試塊時(shí)并不出現(xiàn)針孔,當(dāng)加入低組織和不合格的鋁硅合金錠后,試塊針孔嚴(yán)重,且晶粒大。其原因?yàn)椴牧系倪z傳性所致。鋁硅系合金和遺傳性隨著含量的提高面增大,硅量達(dá)到7%時(shí),遺傳顯著。繼續(xù)提高硅含量到共晶成分,遺傳性又稍減小。為解決爐料遺傳性引起的鑄件缺陷,必須選用冶金質(zhì)量高的鋁錠、中間合金及其它爐料。具體標(biāo)準(zhǔn)如下: (1)斷口上不應(yīng)有針孔、氣孔 針孔應(yīng)在三級(jí)以內(nèi),局部(不超過(guò)受檢面積的25%)不應(yīng)超過(guò)三級(jí),超過(guò)三級(jí)者必須采取重熔煉的辦法以減少針孔度。重熔精煉方法與一般鋁合金熔煉相同,澆鑄溫度不宜超過(guò)660℃,對(duì)于那些原始晶粒大的鋁錠、合金錠等,應(yīng)先用較低的錠模溫度,使它們快速凝固,細(xì)化晶粒。 2、爐料處理 爐料使用前應(yīng)經(jīng)吹砂處理,以去除表面的銹蝕、油脂等污物。放置時(shí)間不長(zhǎng),表面較干凈的鋁合金錠及金屬型回爐料可以不經(jīng)吹砂處理,但應(yīng)消除混在爐料內(nèi)的鐵質(zhì)過(guò)濾網(wǎng)及鑲嵌件等,所有的爐料在入爐前均應(yīng)預(yù)熱,以去除表面附的水分,縮短熔煉時(shí)間在3小時(shí)以上。 3、爐料的管理及存放 爐料的合理保存及管理對(duì)確保合金質(zhì)量有重要意義。爐料應(yīng)貯存在溫度變化不大、干燥的倉(cāng)庫(kù)內(nèi)。 2、坩堝及熔煉工具的準(zhǔn)備 (一)坩堝鑄造鋁合金常用鐵坩堝,也可用鑄鋼及鋼板焊接坩堝。 新坩堝及長(zhǎng)期未用的舊坩堝,使用前均應(yīng)吹砂,并加熱到700--800度,保持2--4小時(shí),以燒除附著在坩堝內(nèi)壁的水分及可燃物質(zhì),待冷到300度以下時(shí),仔細(xì)清理坩堝內(nèi)壁,在溫度不低于200度時(shí)噴涂料。 坩堝使用前應(yīng)預(yù)熱至暗紅色(500--600度),并保溫2小時(shí)以上。新坩堝外熔煉之前**先熔化一爐同牌號(hào)的回爐料。 (二)熔煉工具的準(zhǔn)備 鐘罩、壓瓢、攪拌勺、澆包 錠模等使用前均應(yīng)預(yù)熱,并在150度---200度溫度下涂以防護(hù)性涂料,并徹底烘干,烘干溫度為200--400度,保溫時(shí)間2小時(shí)以上,使用后應(yīng)徹底清除表面上附著的氧化物、氟化物**好進(jìn)行吹砂)。 3、熔煉溫度的控制 熔煉溫度過(guò)低,不利于合金元素的溶解及氣體、夾雜物的排出,增加形成偏析、冷隔、欠鑄的傾向,還會(huì)因冒口熱量不足,使鑄件得不到合理的補(bǔ)縮,有資料指出,所有鋁合金的熔煉溫度到少要達(dá)705度并應(yīng)進(jìn)行攪拌。熔煉溫度過(guò)高不僅浪費(fèi)能源,更嚴(yán)重的是因?yàn)闇囟扔撸鼩溆啵ЯR嘤执螅X的氧化愈嚴(yán)重,一些合金元素的燒損也愈嚴(yán)重,從而導(dǎo)致合金的機(jī)械性能的下降,鑄造性能和機(jī)械加工性能惡化,變質(zhì)處理的效果削弱,鑄件的氣密性降低。 生產(chǎn)實(shí)踐證明,把合金液快速升溫至較高的溫度,進(jìn)行合理的攪拌,以促進(jìn)所有合金元素的溶解(特別是難熔金屬元素),扒除浮渣后降至澆注溫度,這樣,偏析程度**小,熔解的氫亦少,有利于獲得均勻致密、機(jī)械性能高的合金.因?yàn)殇X熔體的溫度是難以用肉眼來(lái)判斷的,所以不論使用何種類型的熔化爐,都應(yīng)該用**表控制溫度。**表應(yīng)定期校核和維修。熱電偶套管應(yīng)周期的用金屬刷刷干凈,涂以防護(hù)性涂料,以保證測(cè)溫結(jié)果的準(zhǔn)確性及處長(zhǎng)使用壽命。 4、熔煉時(shí)間的控制 為了減少鋁熔體的氧化、吸氣和鐵的溶解,應(yīng)盡量縮短鋁熔體在爐內(nèi)的停留時(shí)間,快速熔煉。從熔化開(kāi)始至澆注完畢,砂型鑄造不超過(guò)4小時(shí),金屬型鑄造不超過(guò)6小時(shí),壓鑄不超過(guò)8小時(shí)。 為加速熔煉過(guò)程,應(yīng)首先加入中等塊度、熔點(diǎn)較低的回爐料及鋁硅中間合金,以便在坩堝底陪盡快形成熔池,然后再加塊度較大的回爐料及純鋁錠,使它們能徐徐浸入逐漸擴(kuò)大的熔池,很快熔化。在爐料主要部分熔化后,再加熔點(diǎn)較高、數(shù)量不多的中間合金,升溫、攪拌以加速熔化**后降溫,壓入易氧化的合金元素,以減少損失。 5、熔體的轉(zhuǎn)送和澆注 盡管固態(tài)氧化鋁的密度近似于鋁熔體的密度,在進(jìn)入鋁熔體內(nèi)部后,經(jīng)過(guò)足夠長(zhǎng)的時(shí)間才會(huì)沉至坩堝底陪。而鋁熔體被氧化后形成的氧化鋁膜,卻僅與鋁熔體接觸的一面是致密的,與空氣接觸的一面疏松且有大量直徑為60--100A的小孔,其表面積大,吸附性強(qiáng),極易吸附在水汽,反有上浮的傾向。因此,在這種氧化膜與鋁熔體的比重差小,將其混入熔體中,浮沉速度很慢,難以從熔體中排除,在鑄件中形成氣孔太夾雜。所以,轉(zhuǎn)送鋁熔體中關(guān)鍵是盡量減少熔融金屬的攪拌,盡量減少熔體與空氣的接觸。 采用傾轉(zhuǎn)式坩堝轉(zhuǎn)注熔體時(shí),為避免熔體與空氣的混合,應(yīng)將澆包盡量靠所爐咀,并傾斜放置,使熔體沿著澆包的側(cè)壁下流,不致直接沖擊包底,發(fā)生攪動(dòng)、飛濺等。 采用正確合理的澆注方法,是獲得**鑄件的重要條件之一。生產(chǎn)實(shí)踐得,注意下列事項(xiàng),對(duì)防止、減少鑄件缺陷是很有效的。 (一)澆注前應(yīng)仔細(xì)檢查熔體出爐溫度、澆包容量及其表面涂料層的干燥程度,其他工具的準(zhǔn)備是否合乎要不。金屬澆口杯在澆注前3--5分鐘之內(nèi)**在砂型上安放好,此時(shí)澆包懷的溫度不高于150度,安置過(guò)早或溫度過(guò)高,澆道內(nèi)憋住大量氣體,在澆注時(shí)有**的危險(xiǎn)。 (二)不能在有“過(guò)堂風(fēng)”的場(chǎng)合下澆注,以及熔體強(qiáng)烈氧化,燃燒,使鑄件產(chǎn)生氧化夾雜等缺陷。 (三)由坩堝內(nèi)獲取熔體時(shí),應(yīng)先用包底輕輕撥開(kāi)熔體表面的氧化皮或熔劑層,緩慢地將澆包浸入熔體內(nèi),用澆包的寬口舀取熔體,然后平穩(wěn)的提起澆包。 (四)端包時(shí)不要掌平,步子要穩(wěn),澆包不宜提得過(guò)高,澆包內(nèi)金屬液面必須保持平穩(wěn),不受攏動(dòng)。 (五)即將澆注時(shí),應(yīng)扒凈澆包的渣子,以免在澆注中將熔渣、氧化皮等帶入鑄型中。 (六)在澆注中,熔體流**保持平穩(wěn),不能中斷,不能直沖口懷的底孔。澆口懷自媽至終應(yīng)充滿,液面不得翻動(dòng),澆注速度要控制得當(dāng)。通常,澆注開(kāi)始度**稍慢些,使熔體充填平穩(wěn),然后速度稍快,并基本保持澆注速度不變。 (七)在澆注過(guò)程中,澆包咀與澆口的距離**盡可能靠近,以不超過(guò)50毫米為限,以免熔液過(guò)多地氧化。、 (八)帶堵塞的澆口懷,堵塞不能撥得太早,在熔體充滿澆口懷后,再緩慢地斜向撥出,以免熔體在注入澆道時(shí)產(chǎn)生渦流。 (九)距坩堝底部60毫米以下的熔體不宜澆注鑄件。 鋁合金鑄造(ZL) 按成分中鋁以外的主要元素硅、銅、鎂、鋅分為四類,代號(hào)編碼分別為100、200、300、400。 為了獲得各種形狀與規(guī)格的**精密鑄件,用于鑄造的鋁合金一般具有以下特性。 (1)有填充狹槽窄縫部分的良好流動(dòng)性 (2)有比一般金屬低的熔點(diǎn),但能滿足極大部分情況的要求 (3)導(dǎo)熱性能好,熔融鋁的熱量能快速向鑄模傳遞,鑄造周期較短 (4)熔體中的氫氣和其他有害氣體可通過(guò)處理得到有效的控制 (5)鋁合金鑄造時(shí),沒(méi)有熱脆開(kāi)裂和撕裂的傾向 (6)化學(xué)穩(wěn)定性好,抗蝕性能強(qiáng) (7)不易產(chǎn)生表面缺陷,鑄件表面有良好的表面光潔度和光澤,而且易于進(jìn)行表面處理 (8)鑄造鋁合金的加工性能好,可用壓模、硬模、生砂和干砂模、熔模石膏型鑄造模進(jìn)行鑄造生產(chǎn),也可用真空鑄造、低壓和高壓鑄造、擠壓鑄造、半固態(tài)鑄造、離心鑄造等方法成形,生產(chǎn)不同用途、不同品種規(guī)格、不同性能的各種鑄件。 鑄造鋁合金在轎車上是得到了廣泛應(yīng)用,如發(fā)動(dòng)機(jī)的缸蓋、進(jìn)氣歧管、活塞、輪轂、轉(zhuǎn)向助力器殼體等。 |
| 聯(lián)系方式 |
|
還沒(méi)找到您需要的鋁型材產(chǎn)品?立即發(fā)布您的求購(gòu)意向,讓鋁型材公司主動(dòng)與您聯(lián)系!
立即發(fā)布求購(gòu)意向本網(wǎng)頁(yè)所展示的有關(guān)【【5754鋁合金板】‖〖5754鋁合金板〗﹦5754鋁合金棒_鋁型材_東莞市日展金屬材料有限公司】的信息/圖片/參數(shù)等由鋁業(yè)網(wǎng)平臺(tái)的會(huì)員【東莞市日展金屬材料有限公司】提供,由鋁業(yè)網(wǎng)平臺(tái)會(huì)員【東莞市日展金屬材料有限公司】自行對(duì)信息/圖片/參數(shù)等的真實(shí)性、準(zhǔn)確性和合法性負(fù)責(zé),本平臺(tái)(本網(wǎng)站)僅提供展示服務(wù),請(qǐng)謹(jǐn)慎交易,因交易而產(chǎn)生的法律關(guān)系及法律糾紛由您自行協(xié)商解決,本平臺(tái)(本網(wǎng)站)對(duì)此不承擔(dān)任何責(zé)任。您在本網(wǎng)頁(yè)可以瀏覽【【5754鋁合金板】‖〖5754鋁合金板〗﹦5754鋁合金棒_鋁型材_東莞市日展金屬材料有限公司】有關(guān)的信息/圖片/價(jià)格等及提供【【5754鋁合金板】‖〖5754鋁合金板〗﹦5754鋁合金棒_鋁型材_東莞市日展金屬材料有限公司】的商家公司簡(jiǎn)介、聯(lián)系方式等信息。
在您的合法權(quán)益受到侵害時(shí),歡迎您向郵箱發(fā)送郵件,或者進(jìn)入《網(wǎng)站意見(jiàn)反饋》了解投訴處理流程,我們將竭誠(chéng)為您服務(wù),感謝您對(duì)鋁業(yè)網(wǎng)平臺(tái)的關(guān)注與支持!

![]() 181 2135 3183
181 2135 3183











日展鋁合金5052鋁板.5052進(jìn)口鋁板")
貨現(xiàn)貨6106鋁合金板、6106鋁合金棒、管 **")
貨供應(yīng)6082鋁合金板、6082鋁合金棒、管 **")
貨供應(yīng)6351鋁合金棒 鋁管 6351鋁合金板")
2024-T6進(jìn)口鋁合金板 2024-T6鋁合金棒")
貨供應(yīng)6063鋁合金板、6063鋁合金棒、管")
西南鋁合金板、硬質(zhì)鋁合金7075鋁板、7075鋁棒")
2024鋁合金板 2024鋁合金帶 進(jìn)口鋁合金價(jià)格")
高耐磨6262鋁合金板 鋁合金成分 鋁合金棒價(jià)格")
倒窗,斷橋窗紗一體漂移窗(地漏排水)1.8厚")
,長(zhǎng)期供貨")
門(mén)窗鋁合金角碼")
程定制斷橋鋁材 批發(fā) 斷橋鋁 不等邊角鋁異型材鋁排氧化")
門(mén)窗鋁合金角碼")
程斷橋鋁材 批發(fā) 斷橋鋁不等邊角鋁異型材鋁排氧化")

模定制鋁型材工業(yè)材 接受工程批發(fā)定制鋁工業(yè)鋁型材重型流水線")
鋁型材,CNC鋁加工")
鋁型材,CNC鋁加工")