





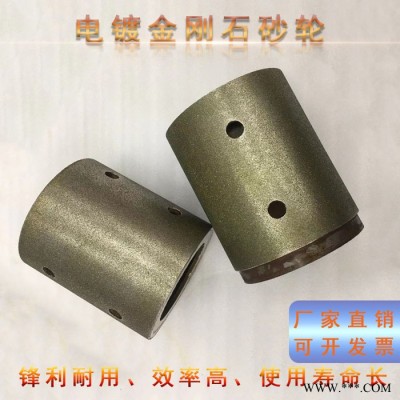


| 材質(zhì) | 金剛石 |
|---|---|
| 產(chǎn)地 | 河南鄭州 |
| 工藝 | 電鍍 |
| 規(guī)格 | 100/200/300 |
| 厚度 | 10/20/30 |
| 粒度 | 46# |
| 適用范圍 | 打磨鑄件 |
| 形狀 | 平行 |
| 適用行業(yè) | 金屬合金 |
| 結(jié)合劑 | 電鍍金剛石 |
| 發(fā)貨期限 | 10天 |
| 品牌 | 科美 |
| 加工定制 | 是 |
科美 【電鍍金剛石滾輪】 粗粒度電鍍滾輪 150mm厚度鋒利型 三型天然SDC磨料 低成本13283803553
超硬材料樹(shù)脂磨具是以金剛石或立方氮化硼為磨料,以樹(shù)脂粉為粘合劑,加入適當(dāng)?shù)奶畛洳牧希ㄟ^(guò)配制、混合、熱壓成型,硬化、機(jī)械加工等工藝過(guò)程制成的具有一定幾何形狀、能適用不同磨削要求的一種加工工具。
作為超硬材料磨具,樹(shù)脂結(jié)合劑磨具所占比例60%-70%,與陶瓷結(jié)合劑或金屬結(jié)合劑磨具相比,它具有制造工藝簡(jiǎn)單、原材料易得,成本低等特點(diǎn)。
更主要的是加工對(duì)象范圍廣泛:硬質(zhì)合金、玻璃、陶瓷、石材等;
由于樹(shù)脂磨具在磨削加工過(guò)程中具有良好的自銳性、不易堵塞、效率高、磨出的工件表面質(zhì)量好,砂輪易修整等優(yōu)點(diǎn)而深受廣大用戶的歡迎,
因此超硬材料樹(shù)脂磨具在超硬材料磨具中一直占據(jù)著重要的位置。
金剛石砂輪工具主要用作硬質(zhì)合金(包括鋼結(jié)硬質(zhì)合金復(fù)合材料),玻璃、陶瓷、鐵氧體、半導(dǎo)體、電鍍制品、耐火材料、寶石、鈦合金和普通磨具的磨削拋光或切割。
CBN磨料主要用作各種高速鋼、軸承鋼、鑄鐵、不銹鋼、特殊合金鋼等難磨材料的磨削加工(珩磨)和拋光。
砂輪的特性指標(biāo)有磨料、粒度、結(jié)合劑、濃度、形狀、尺寸等。
在磨削過(guò)程中砂輪與工件之間存在著強(qiáng)烈的摩擦磨損,這**必然導(dǎo)致磨削功率的增加。其結(jié)果會(huì)使工件表面產(chǎn)生熱損傷和殘余應(yīng)力,并能引起自激振動(dòng)的加劇。從而嚴(yán)重的影響著磨削表面的完整性。
合金/金屬砂輪具有優(yōu)良的磨削性能,抗磨損能力強(qiáng),不需經(jīng)常進(jìn)行修整。







