






| 爐膛尺寸 | 37000×1450×690mm |
|---|---|
| 外型尺寸 | 68000×3090×2200mm |
| 設計溫度 | 600℃ |
| 工作溫度 | 530℃ |
| 加熱功率 | 800kw |
| 產地 | 北京 |
| 用途 | 淬火 |
| 品牌 | 匯科 |
| 型號 | 咨詢客服 |

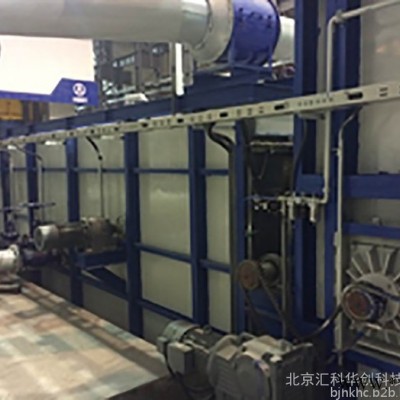
設備用途:
鋁合金中厚板固溶(淬火)熱處理生產線原理上與立式固溶熱處理爐相似,但當大批量生產時提高了生產效率,降低了能耗。具體工作程序為:采用真空吸盤將鋁板放在裝料臺上,根據合金的牌號和板厚的不同,板材或連續通過加熱爐,或借助爐底輥的擺動在加熱爐內加熱之后進入淬火區和干燥區,然后到卸料臺,再由真空吸盤卸下。
主要技術參數:
1. 爐膛尺寸:37000×1450×690mm
2. 外型尺寸:68000×3090×2200mm
3. 設計溫度:600℃
4. 工作溫度:530℃
5. 加熱功率:800kw
6. 電源:380v/220v三相四線
7. 控溫區數:10個區
8. 控溫精度:±2-3℃
9. 溫度均勻性:±3℃
10. 工作載重:20t左右
11. 設備自重:170t左右
結構特點:
1. 噴射加熱技術
在加熱爐內鋁板由上下分布的空氣噴嘴系統進行快速均勻地加熱,噴射速度為30~70m/s,加熱速率為1mm/min,噴射加熱與其它加熱相比可以提高傳熱系數,達到快速升溫的目的。同時,均勻排列的噴嘴和準確地空氣導流可以得到**小的溫度允差。為了達到佳效果,噴嘴的角度、排列、大小和多少經過合理設計;高溫高壓高流率風機,準確的循環系統以及特殊的密封系統。
2. 噴射冷卻技術
為了使固溶熱處理效果更好,臥式爐采用噴射冷卻技術代替立式水槽淬火。主要特點是高壓大流量噴水系統是噴射冷卻的主體,移動式噴嘴可滿足不同尺寸規格鋁板淬火的要求;上下噴嘴與鋁板之間的距離,水和鋁板的接觸點位置,上下噴水的一致性,噴嘴的形狀、角度等是保證鋁板快速冷卻、冷卻變形小的關鍵。
3. 傳動技術
連續固溶熱處理鋁板的關鍵技術**是保證在整個熱處理過程中,鋁板不劃傷,無壓痕和鑲嵌物,保持鋁板的表面光滑。傳動刷輥既可保證鋁板表面質量,又可保證鋁板與輥子之間有熱空氣流動,鋁板任意點加熱均勻。另外,分段傳動時的變頻調速、擺動傳動、伺服同步傳動等均保持配合運行的一致性,確保鋁板表面質量。
4. 電氣控制系統
本系統采用先進的PLC自動控制,人機介面顯示相關工作控制數據及工藝流程。爐溫控制采用進口高精度數顯溫控儀表自動控制爐內工藝溫度,同時顯示爐內溫度,超溫時切斷加熱主電源,并聲光報警,確保設備正常運行,發生故障時能夠自我保護,溫控儀表具有PID手動設定佳參數功能,確定比例輸出驅動固態繼電器,對電熱量的大小進行控制及溫度恒定,達到鋁合金板材的工藝淬火溫度的嚴格要求,同時設有加熱器與風機連鎖保護功能,風機工作才能加熱,加熱器斷開,風機仍然運轉,確保設備使用壽命和安全可靠。




